ฉบับที่ผ่านมาเราคุยกันเกี่ยวกับเทคนิคการทุบขึ้นรูปโลหะ โดยได้พูดถึงประวัติความเป็นมาของอาชีพช่างตีเหล็ก การพัฒนาโลหะหลากหลายชนิดเพื่อเลือกใช้ให้เหมาะสมกับงานในการขึ้นรูป และการแยกประเภทกระบวนการทุบขึ้นรูปแบบต่างๆ สำหรับฉบับนี้ เรามาเริ่มทำความรู้จักกับกระบวนการทุบขึ้นรูปที่ชื่อว่า Impact Extrusion หรือในภาษาเยอรมันเรียก Fliesspressen ซึ่งอาจารย์เชาว์ คงกัลป์ ปรมาจารย์ช่างทุบขึ้นรูปไทย อดีตผู้บริหารบริษัท Lasco ในเมือง Coburg เยอรมนี ท่านเรียกว่างานกดไหล ก็เป็นคำแปลตรงตัวมาจากภาษาเยอรมันนั่นแหละครับ

งานกดไหล
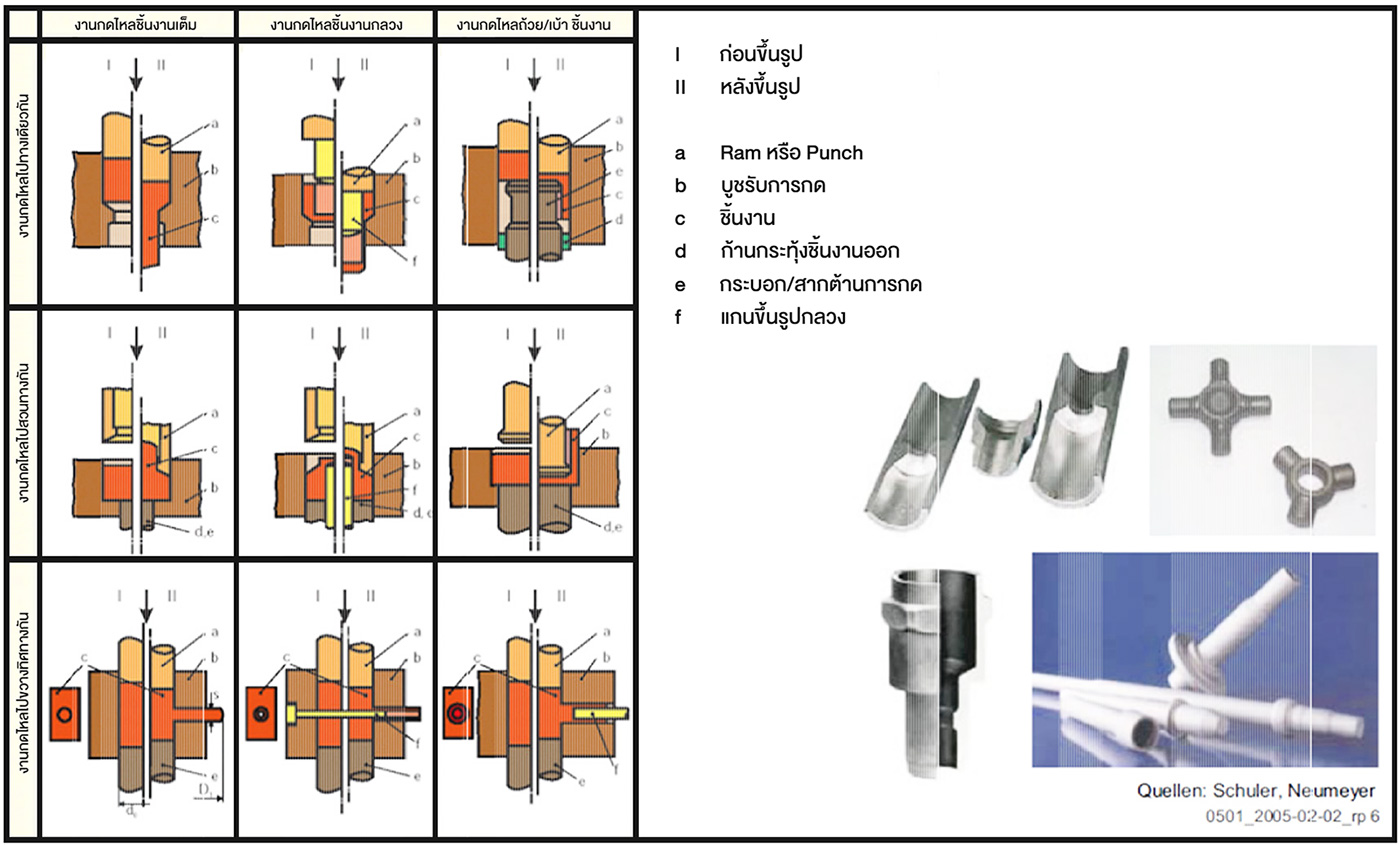
ตามมาตรฐานเยอรมัน DIN 8583 แล้ว งานกดไหลหรือ Fliesspressen ในเทคโนโลยีการแปรรูปวัตถุดิบ จัดเป็นงานแปรรูปที่ต้องใช้แรงกดในการผลิต โดยแบ่งออกได้เป็น
- งานกดไหลไปทางเดียวกัน (Vorwaertsfliesspressen) หมายถึงการไหลของวัตถุดิบที่ก่อให้เกิดชิ้นงานจากการกดเป็นไปในทางเดียวกันกับการเคลื่อนที่ของเครื่องมือกด
- งานกดไหลสวนทางกัน (Rueckwaertsfliesspressen) หมายถึงการไหลของวัตถุดิบที่ก่อให้เกิดชิ้นงานจากการกดเป็นไปสวนทางกันกับการเคลื่อนที่ของเครื่องมือกด
- งานกดไหลขวางทิศทางกัน (Querfliesspressen) หมายถึง การไหลของวัตถุดิบที่ก่อให้เกิดชิ้นงานจากการกดเป็นไปทางขวางทิศทางการเคลื่อนที่ของเครื่องมือกด
นอกจากนี้ ในการผลิตยังอาจผสมผสานกระบวนการที่ก่อให้เกิดการไหลของวัตถุดิบคละรูปแบบกัน เพื่อให้เกิดชิ้นงานที่มีรูปทรงและคุณสมบัติได้ตามความต้องการใช้งาน
อีกเอกลักษณ์หนึ่งในการพิจารณากระบวนการกดไหลที่ดำเนินการโดยอิงอุณหภูมิของวัตถุดิบที่ป้อนเข้าในกระบวนการตามมาตรฐานอุตสาหกรรมเยอรมัน DIN 8582 กำหนดไว้ คือ หากอุณหภูมิวัตถุดิบก่อนป้อนเข้าเครื่องไม่เกินอุณหภูมิแวดล้อมภายนอก จัดว่าการกดไหลนั้นเป็นการขึ้นรูปเย็น หากมีการเพิ่มอุณหภูมิวัตถุดิบสูงเกิน Recrystallization Temperature ก่อนป้อนเข้าสู่การกดไหลจัดเป็นการขึ้นรูปร้อน ส่วนกรณีที่อุณหภูมิวัตถุดิบสูงกว่าอุณหภูมิห้องแต่ต่ำกว่า Recrystallization Temperature เขาจัดเป็นการขึ้นรูปกึ่งร้อน
และที่แน่ๆ เราอาจพูดได้ว่าศักยภาพการขึ้นรูปของวัตถุดิบจะเพิ่มขึ้นพร้อมๆ กับอุณหภูมิ ดังนั้น ส่วนใหญ่ของกระบวนการขึ้นรูปจึงเป็นการขึ้นรูปร้อน โดยเฉพาะอย่างยิ่งเมื่อต้องการผลิตชิ้นส่วน/ชิ้นงานที่ต้องการให้วัตถุดิบแผ่กว้างออกไป และเนื่องจากว่า Strength ของวัตถุดิบส่วนใหญ่จะลดลงพร้อมๆ กับการเพิ่มขึ้นของอุณหภูมิ การขึ้นรูปร้อนจึงเป็นการลดการใช้พลังงานในการกดไปด้วย นั่นเป็นที่มาของการขึ้นรูปร้อนชิ้นงานใหญ่ๆ อย่างเช่น ล้อของเครื่องกังหันไอน้ำ ซึ่งมิฉะนั้นแล้วจะหาเครื่องจักรที่แข็งแรงมีกำลังในการกดมหาศาลมาทำงานขึ้นรูปชิ้นงานนั้นๆ ไม่ได้
นอกจากนี้ ยังมีการขึ้นรูปที่จัดอยู่ในกระบวนการกดไหล (Fliesspressverfahren) ด้วย แต่ทำการขึ้นรูปโดยการถ่ายแรงกลไปยังของไหล เพื่อกดขึ้นรูปชิ้นงานเรียกได้อีกอย่างหนึ่งว่างานกดไหลไฮโดรสตาติกส์ (Hydrostatische Fliesspressen) หรือ Hydroforming/floatforming สามารถขึ้นรูปแผ่นวัตถุดิบใหญ่ๆ ได้ด้วยแรงอัดจากปั๊มถึง 20,000 bar
เครื่องมือในงานกดไหล
โดยหลักการแล้วเครื่องมือในงานกดไหลจะมีสองส่วน คือ Matrize หรือ Fermale die และ Stempel หรือ Ram หรือ Punch ซึ่ง Matrize เป็นส่วนที่อยู่กับที่ และ Stempel เป็นตัวเคลื่อนที่เพื่อขึ้นรูป
Matrize ของเครื่องมือในงานกดไหล
ส่วนใหญ่แล้ว Matrize จะต้องรับแรงดันภายในสูงมาก ขณะกำลังอยู่ในกระบวนการขึ้นรูป ดังนั้น จึงต้องมีการเสริมอุปกรณ์ที่มีลักษณะคล้ายวงแหวนรัด ในภาษาเยอรมัน เรียก Armierungsring รัด Matrize เอาไว้ ในทางเทคนิคแล้วเส้นผ่านศูนย์กลางภายในของวงแหวนรัดจะเล็กกว่าเส้นผ่านศูนย์กลางนอกของ Matrize การประกอบวงแหวนรัด Matrize จึงเป็นการสวมอัด เมื่อประกอบแล้ววงแหวนรัด จะอยู่ในสภาวะภายใต้แรงดึง ส่วนตัว Matrize จะอยู่ภายใต้แรงกด การออกแบบ Matrize ที่เหมาะสมต้องมีระยะเผื่อที่เมื่อประกอบกับวงเข็มขัดรัดแล้วใช้งานในการขึ้นรูป Matrize ต้องไม่ยืดขยายออก
Ram หรือ Punch ของเครื่องมือในการกดไหล
Ram หรือ Punch ก็คือตัวกดในการขึ้นรูป ซึ่งต้องใช้วัสดุที่มีคุณสมบัติระหว่างการทนแรงกดได้ดีและมีความเหนียว หากเลือกวัสดุที่แข็งและรับแรงกดได้มากในขณะที่วัสดุนั้นมีความเหนียวต่ำหรือไม่มีเลยก็อาจส่งผลต่อการแตกหักได้
วัสดุที่ใช้ในการทำเครื่องมือ
วัสดุสำหรับทำ Matrize และ Ram
ความกดดันที่เกิดขึ้นขณะขึ้นรูปโดยการกดไหลขึ้นอยู่กับวัสดุชิ้นงาน ความดันภายใน Matrize หรือความดันแนวตั้งฉากกับหน้าสัมผัสของ Ram ซึ่งอาจสูงกว่า 5000 MPa ดังนั้น จึงเกิดการสึกหรอแก่ชิ้นส่วนต่างๆ ได้ และเนื่องจากค่าจ้างในการผลิตเครื่องมือมีราคาแพง การเลือกใช้วัสดุให้เหมาะสมจึงเป็นทางออกในการลดความสูญเสีย โดยวัสดุสำหรับเลือกใช้ผลิตเป็นเครื่องมือ ได้แก่
- โลหะคาร์ไบด์ (Hartmetall)
- เหล็กเครื่องมือ (Werkzeugstahl)
- เซรามิกเทคนิค (Technische Keramik)
โดยเฉพาะอย่างยิ่งกลุ่มเหล็กเครื่องมือในปัจจุบันมีการพัฒนาใช้ผงโลหะผสมในการผลิตได้เหล็กที่มีคุณสมบัติทนการสึกหรอจากการเสียดทานและได้เหล็กทำเครื่องมือที่ทนต่อการล้า (Fatigue resistance) ที่ดีกว่าด้วย เหล็กเครื่องมือมีคุณสมบัติด้อยกว่าโลหะคาร์ไบด์ในแง่ของการรับแรงกดและความต้านทานการสึกหรอ ดังนั้น ความนิยมใช้โลหะคาร์ไบด์จึงเพิ่มขึ้น แต่โลหะคาร์ไบด์ก็เปราะกว่าเหล็กเครื่องมือมาก ระหว่างใช้งาน Matrize ต้องไม่ให้ส่วนใดส่วนหนึ่งยืดขยายออกจนวัสดุเกิดการล้าเสียหายได้ โลหะคาร์ไบด์สมัยใหม่รับสภาวะ Compression Strength ได้กว่า 8000 MPa
วัสดุสำหรับวงแหวนรัด Matrize
ดังได้กล่าวมาแล้วว่าวงแหวนรัด Matrize จะต้องรับแรงดึงกันการยืดขยายของ Matrize ดังนั้น จึงต้องใช้วัสดุที่มีความพิเศษไม่ล้าง่ายไป Warmarbeitstaehle (Warm working steels) เป็นวัสดุที่ปรารถนานำมาใช้งานในการผลิตและเหล็กที่หาซื้อกันได้สะดวก คือ เหล็กหมายเลข 1.2343 หรือ 1.2344 แต่สิ่งที่ต้องคำนึงถึงคือผิวภายในที่ต้องรับแรงกด ฉะนั้น จึงต้องผ่านการบำบัดให้แข็ง ซึ่งปกติความแข็งจะอยู่ที่ประมาณ 40 HRC-50 HRC อันเป็นความจำเป็นในการวางมาตรการกำหนดไว้ในการออกแบบเครื่องมือ
การออกแบบเครื่องมือ
ในหลักการแล้วเครื่องมือที่ใช้ในการขึ้นรูปจะถูกออกแบบให้สามารถทำงานได้ตามปริมาณงานที่เหมาะสมกับราคาในการผลิตเครื่องมือ ในขณะที่สมัยก่อนมี Monogramme ช่วยในการออกแบบประกอบกับการคำนวณตามสมการทางคณิตศาสตร์ของ Lame หรือ Navier-Cauchy แต่ปัจจุบันวงการออกแบบเครื่องมือได้ใช้วิธีการทางไฟไนต์อิเลเมนต์ (Finite element method) มากขึ้น สำหรับเครื่องมือขึ้นรูปง่ายๆ ที่มีพื้นที่หน้าตัดสมดุลไม่สลับซับซ้อน การคำนวณโดยหลักการเดิมยังคงละเอียดพอสำหรับการใช้งาน เราจึงควรรักษาไว้และรู้จักนำมาใช้ให้เหมาะกับงาน แต่ก็ต้องยอมรับกับสิ่งใหม่ ซึ่งมีข้อได้เปรียบสำหรับการออกแบบ 3 มิติของงานเครื่องมือซึ่งซับซ้อนกว่าได้ สำหรับวิธีการคำนวณในโอกาสต่อไปหากเป็นไปได้คงจะเป็นการนำเสนอรูปแบบการคำนวณและออกแบบเครื่องมือสำหรับขึ้นรูปพื้นฐานแบบง่ายๆ พอเป็นแนวทางการศึกษาต่อไปนะครับ… สวัสดี
|
EXECUTIVE SUMMARY
Metal forging process, named ‘Impact Extrusion’, also called Fliesspressen in German, or pressing task, which in accordance to Germany Standard DIN 8583, the pressing task, or Fliesspressen in material processing technology is considered as processing task required pressing force in manufacturing process, divided into One direction pressing (Vorwaertsfliesspressen) means that material flow to derive the pressed workpiece is in the same direction as the movement of pressing machine, while Reversed direction pressing (Rueckwaertsfliesspressen) means that material flow to derive the pressed workpiece is in the direction against the movement of pressing machine, and Cross direction pressing (Querfliesspressen) means that material flow to derive the pressed workpiece obstructs the moving direction of pressing machine.
Source:
- www.wikipedia.de ; “Fliesspressen”
- forum.fsmb.de/index.php/Attachment/294-fliesspressen-pdf/ ; “Umform-Verfahrenubersicht Durchdrucken Fliesspressen DIN8583”
- Prof.Dr.-lng. Alexander Brosius, Dr.-lng. Michael Schomacker, FB.Maschinenwesen TU-Dresden 8. January 2016 ; “Fertigungstechnik II-Umformtechnik”